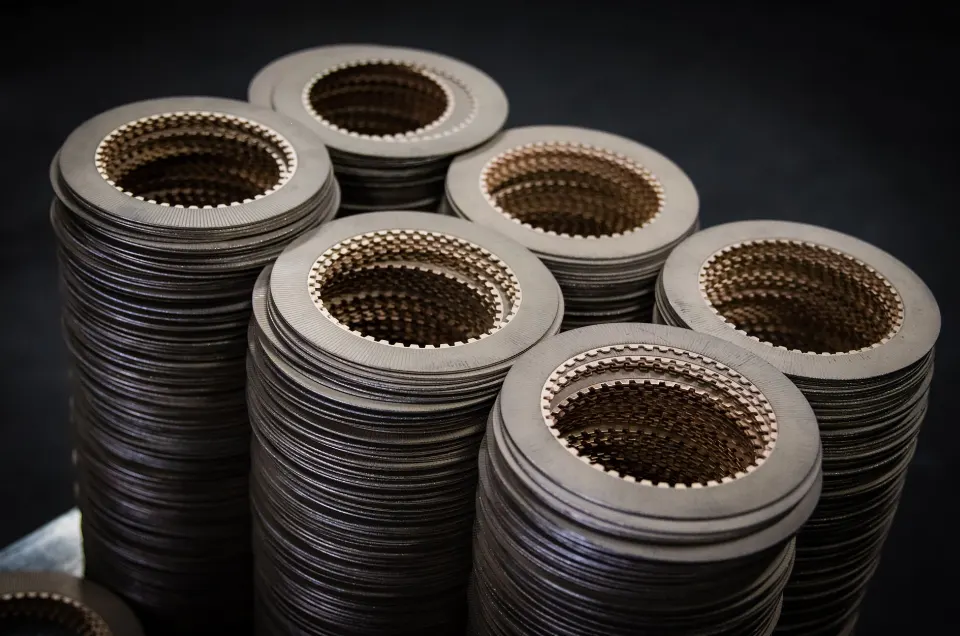
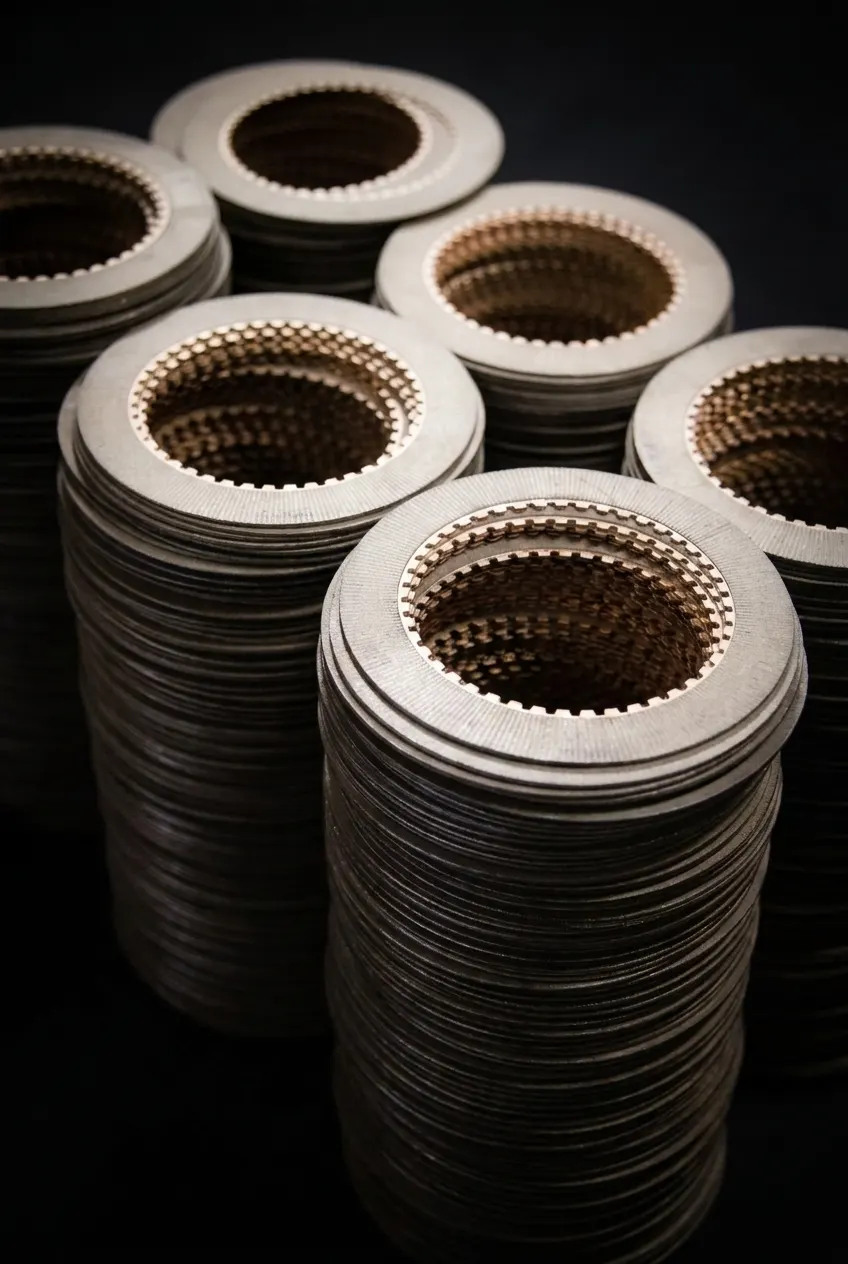
One accountable manufacturing route from friction material to finished component
FTL brings friction-material formulation, component engineering, precision machining, bonding, finishing, testing, inspection and repeat supply into one connected manufacturing route.
Instead of managing a separate material supplier, machinist, bonder, finisher and inspector, your engineering team works through one technical and commercial relationship for the agreed scope.
What single-source friction manufacturing means at FTL
FTL uses single-source friction manufacturing to describe one accountable route for the agreed material, component, manufacturing, inspection and supply scope. Your team does not need to coordinate each connected production stage through a separate organisation.
One technical route
+
The project can connect application review, friction-material selection or formulation, component engineering, prototype planning, machining, bonding, finishing, testing and inspection, production transfer and repeat supply.
One commercial route
+
The customer has one primary FTL relationship for the agreed connected scope rather than separately purchasing and coordinating each production stage.
One controlled manufacturing route
+
The agreed material reference, component definition, production stages, inspection requirements and traceability records can remain connected as the programme progresses.
One escalation route
+
When a technical, quality or supply question arises, the customer does not need to determine which unrelated supplier owns the issue before the investigation can begin.
One accountable supplier.
Fewer handovers.
Clearer technical control.
A fragmented supply route can separate the friction material producer, machinist, bonder, finisher and inspector across several organisations. Friction Technology brings these stages into one integrated manufacturing flow, giving your team a single technical and commercial point of accountability from the initial brief to the finished component.
A fragmented supply chain introduces inefficiencies, delays and complexity.

A fragmented supply chain introduces inefficiencies, delays and complexity.
When a single accountable manufacturing route matters
The model is most valuable when the material, component and production decisions must remain aligned throughout the programme.
A new programme needs to move from concept into production
The application requires a friction solution, but the material, complete component, prototype, testing and repeat-production route have not yet been fully defined.
A legacy component must be redeveloped and supplied again
The original material, drawing, supplier or component is obsolete, and the replacement must progress through engineering, prototype manufacture, testing and revalidation before ongoing supply begins.
An existing friction system is not performing as required
The problem may involve the material, component geometry, bonding, operating conditions or production controls. A connected route makes it easier to investigate those contributing factors together.
The current supply chain creates finger-pointing
Several suppliers are involved in the finished component, but responsibility becomes unclear when friction performance is inconsistent, dimensions vary, a bond or finish is questioned, traceability is incomplete, delivery is delayed or the approved configuration changes.
A prototype must transfer into repeat manufacture
The material and component decisions made during development need to carry into controlled production, inspection, documentation, traceability, inventory and scheduled supply.
The customer needs fewer supplier handovers
Engineering and procurement teams want a clearer route from the initial brief to the finished component without coordinating multiple specialist suppliers and logistics movements.
The connected route from engineering brief to global component supply
Not every programme requires every stage. The project scope should connect only the capabilities needed to produce and control the required component.

Application and requirements review
What the application is, what the component must do, whether it is new, existing or obsolete, the operating environment, available drawings or specifications, known performance or supply concerns, required evidence and approval context.

Friction-material selection or formulation
An established FTL formulation, optimisation of an existing material, a newly developed material route, or further application evidence before material selection.
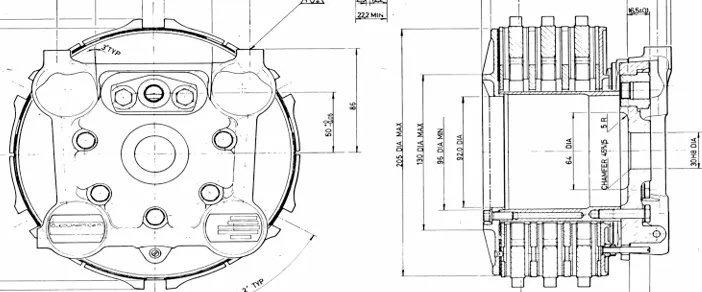
Engineering and component definition
New component development, existing-design review, legacy-component redevelopment, SolidWorks design support, integration of material and component requirements, preparation for manufacture and inspection.

Friction and metallic-component machining
Prototype friction components, repeat friction-component manufacture, associated metallic components, defined geometry, in-process checks and dimensional inspection.

Surface preparation, bonding and curing
Backing-component preparation, automatic or manual shot blasting, controlled bonding, UV curing where applicable, process records and shear testing.

Protective coating, finishing and assembly
Protective coating, paint finishing, customer-specific finish requirements, assembly, identification and final preparation.

Testing and inspection
Dynamic and material testing, coefficient-stability assessment, wear-rate assessment, thermal-performance assessment, CMM dimensional inspection, shear testing, in-process checks, final visual and assembly inspection.
Controlled production and traceability
Material reference and revision, component revision, manufacturing stages, inspection requirements, production records, batch or lot traceability and change-control responsibilities.
Inventory, call-off and worldwide delivery
Secure finished-goods storage, controlled inventory, scheduled call-off, customer-specific packaging, labels and barcodes, export documentation and international delivery.
Make responsibility explicit before the programme begins
Single-source accountability works only when FTL's scope and the customer's responsibilities are clearly defined.
Review the supplied application and identify required engineering information
Define the intended system function and operating context
Select, develop or optimise a material route within scope
Approve requirements and complete any additional system validation
Provide agreed design or redevelopment support
Confirm design authority and approve the component definition
Complete the agreed in-house component-manufacturing stages
Supply approved information and customer-controlled inputs
Produce agreed material, dimensional, bond or production evidence
Define or approve acceptance requirements where applicable
Support with evidence included within FTL's scope
Complete equipment-, platform- or regulatory-level validation unless otherwise agreed
Establish approved material, component and process controls
Approve the production configuration through the agreed route
Control changes within FTL's manufacturing scope
Review customer-approval changes and wider system implications
Manufacture, store, package and deliver within agreed arrangements
Provide forecasts, call-off requirements and receiving controls
Combine one-point accountability with a defined continuity plan
One accountable manufacturing partner can simplify the customer-facing supply route, but it does not remove the need for continuity planning. The programme should establish how the approved material and component route will be maintained over time.
Material and component control
Confirm a controlled material reference, approved component configuration, current revisions, change-notification responsibilities, customer approval requirements and traceability records.
Production continuity
Where relevant, review critical manufacturing stages, equipment dependency, tooling or fixture requirements, capacity requirements, recovery arrangements and approved alternative routes.
Inventory and call-off planning
FTL's confirmed supply capability includes secure finished-goods storage, controlled inventory, scheduled call-off and customer-specific packaging and identification. The appropriate inventory level and call-off arrangement must be agreed for the programme.
Material-supply risk
Establish critical material inputs, customer-controlled materials, long-lead inputs, change-notification requirements and approved contingency arrangements.
Global delivery
FTL manufactures in North Wales and can support export documentation, customer-specific packaging, customer-specific labelling and international shipping.
Single-source versus sole-source
FTL uses single-source to describe one accountable route for the awarded manufacturing scope. It does not require a customer to adopt a sole-source procurement policy. The customer's wider sourcing and risk strategy remains its own decision.
What the integrated model is designed to improve
The objective is a clearer, more controllable route from the application brief to the finished component. Potential customer outcomes include:
- Fewer direct supplier relationships across the connected manufacturing scope
- Fewer technical handovers
- One primary escalation route
- Clearer responsibility when an issue arises
- Material and component revisions kept together
- Continuity from prototype work into repeat manufacture
- Testing and inspection linked to the manufactured configuration
- Production and traceability records connected to the finished component
- Fewer separate purchase orders and logistics movements
- Inventory and scheduled supply aligned with the programme
- Customer-specific packaging and identification
- One manufacturing partner capable of remaining involved throughout the programme lifecycle
What a single-source manufacturing engagement can deliver
Deliverables depend on the agreed scope. Outputs span engineering and responsibility definition, controlled material and component routes, prototypes, testing and inspection evidence, and a controlled repeat-supply arrangement. The detail for each output sits on the capability page that owns it.
A stage-gated route from technical brief to lifecycle supply
Each stage should answer a defined question before the programme moves forward.
Share the application and programme situation
- What the component must do
- New, underperforming or obsolete
- Information available
- What prompted the enquiry
- Required outcome
Define scope and responsibility
- FTL technical scope
- Customer responsibilities
- Design authority
- Required documents
- Approval responsibilities
- Commercial scope
Select the appropriate service route
- New Programme Support
- Legacy & Obsolete Reverse Engineering
- Performance Optimisation
- A defined manufacturing-only route where appropriate
Establish the material route
- Established formulations
- Optimisation requirements
- New material development
- Additional application evidence
Establish the component and manufacturing route
- Component geometry
- Associated metallic elements
- Machining, bonding, finishing, assembly
- Inspection requirements
Agree the prototype and evidence plan
- Prototype configuration
- Quantity, tests, inspection
- Acceptance criteria
- Customer and FTL responsibilities
Manufacture the prototype components
- Approved components move through the relevant FTL stages
Test, inspect and refine
- Complete the agreed evidence route
- Review results against requirements
Support customer or system validation
- FTL provides evidence within its scope
- Customer or authority completes system, platform or regulatory evaluation
Transfer into controlled repeat manufacture
- Material revision, component revision
- Manufacturing stages, inspection
- Traceability, change control
Establish the supply model
- Inventory, scheduled call-off
- Packaging, labelling
- Export documentation
- International delivery
Control the material, component and production route together
The single-source advantage here is connection: material, component and production revisions stay linked to one accountable route rather than held by separate suppliers.
Material and batch traceability
The agreed route can connect the finished component with material reference, material revision, production batch or lot and relevant documentation, so the record follows the component from material through manufacture to dispatch.
Component revision control
The production route should identify the drawing or component definition, revision, design authority, customer approval and change-notification requirements, keeping the approved configuration current.
Change control
Before repeat supply begins, define how changes to material formulation or revision, component geometry, associated components, manufacturing process, test or inspection requirement, approved configuration, and packaging or identification are reviewed.
One accountable route for demanding industry programmes
The manufacturing model is consistent, but the operating, documentation and approval requirements differ by application.

Aerospace
A connected route for custom braking, locking, actuation and motion-control components where traceability and validation responsibilities must be explicit.
Aerospace Friction Materials & Components →
Defence
Integrated component support where supplier assurance, information handling, documentation, traceability and programme continuity matter.
Defence Friction Materials & Components →
Wind Energy
Connected material and component support for yaw-brake development, performance review and obsolete-component continuity.
Wind Turbine Friction Materials & Components →
Industrial Equipment
Custom friction components for industrial braking, crane, motor, safety-equipment and general motion-control applications.
Industrial Friction Materials & Components →A trusted, accountable supplier since 2003
High-performance friction and braking solutions, backed by decades of in-house expertise and supplied to OEM and aftermarket customers worldwide.
Evidence of connected engineering and manufacturing support
One technical and commercial relationship, from an unavailable component to component redevelopment, a replacement material route, complete-component manufacture and support for customer certification.
Case example: restoring supply after aircraft brake-pad obsolescence. SDTS approached FTL after the original aircraft brake pad was no longer available. FTL worked with SDTS to redesign the pad, establish a replacement-material route and manufacture a component aligned with the stated aeronautical technical requirements.
“FTL's responsiveness in redesigning the pad with a material that meets aeronautical technical requirements, and their ability to adapt to our aeronautical environment allowed us to certify a modification applicable to our aircraft. The quality of the manufactured product is remarkable.”
Olivier Moulin SDTS
Read the Full SDTS Case Study →

The questions buyers need answered before consolidating the supply route
Can FTL match or improve the required material performance?
Is the proposed solution already proven in service?
How does FTL support quality and repeatability?
Does FTL have the engineering capability to support the complete route?
Will the integrated route reduce lead time?
Will it reduce cost?
Does appointing one supplier increase continuity risk?
Is the single-source model right for your programme?
FTL is a strong fit when:
- Your team has an engineering brief rather than a standard purchasing request
- The friction material and complete component need to be considered together
- A new programme must progress from development into production
- An obsolete component must be redeveloped and supplied again
- An existing system needs a material and component performance review
- Machining, bonding, finishing and inspection need to remain connected
- Prototype work may progress into repeat manufacture
- Traceability and documentation matter
- You want fewer supplier handovers
- Inventory, call-off or worldwide delivery may be required
FTL must confirm fit when:
- The requirement includes a process outside FTL's confirmed capability
- A specialist external approval or accredited test is mandatory
- Customer-supplied materials or components will be used
- A specific production capacity or recovery requirement applies
- The customer requires an unconfirmed standard, document or control
- One isolated subcontract process is required without wider engineering context
A different route may be more appropriate when:
- You need an immediate stock part
- You are purchasing solely by part number
- You need an online catalogue
- You need a general-purpose subcontract manufacturer unrelated to friction components
- Price is the only selection criterion
- No engineering or manufacturing review is required
Frequently asked questions about single-source friction manufacturing
What is single-source friction manufacturing?
What single-source manufacturing does not mean
Single-source manufacturing does not automatically mean that:
- FTL manufactures every raw-material input.
- FTL provides every possible specialist process.
- FTL designs or approves the customer's complete system.
- Every listed capability is required on every project.
- Every component is already proven in the intended application.
- The customer must appoint FTL as its only approved supplier.
- Lead time, price or performance can be guaranteed before scope review.
Is single-source the same as sole-source?
Which manufacturing stages can FTL connect?
Does FTL manufacture every raw-material input?
Does every project require the complete FTL capability chain?
Can FTL support only one manufacturing process?
Can FTL develop the friction material and manufacture the complete component?
Can FTL support a programme before the design is complete?
Can FTL reverse engineer an obsolete component?
Can FTL investigate an underperforming system?
Who holds design authority?
Does FTL provide final system or regulatory approval?
How does FTL maintain traceability?
How are manufacturing changes controlled?
Can the integrated model shorten lead time?
Can the integrated model reduce cost?
How does FTL support continuity of supply?
Can FTL hold finished goods for scheduled call-off?
Does FTL sell standard parts by part number?
When are annual volume and pricing discussed?
Can FTL support customers outside the UK?
Replace disconnected suppliers with one accountable manufacturing conversation.
Tell FTL what the component needs to do, which manufacturing stages are currently involved and what has prompted the review. A short initial brief is enough. The relevant technical, engineering and commercial team members can then assess the material, component, production, inspection and supply route and define the most appropriate next step.
Optional drawing or specification upload available.